What is the MBR?
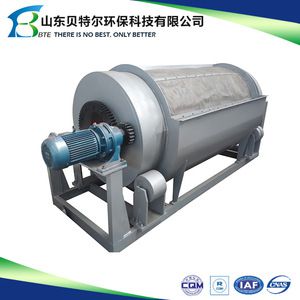
I. Product Overview
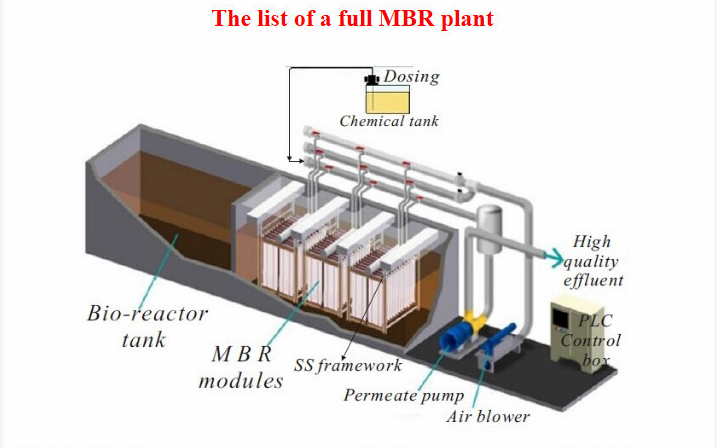
Membrane Bioreactor (MBR) is a kind of advanced technology developed since the end of 20th century which realized the efficient combination of membrane separation technology with biological technology. The membrane separation technology replaces the traditional active sludge method and the normal filter unit, its strong separation ability can make the SS turbidity near to be zero. Hydraulic retention time (HRT) sludge age (SRT) is completely separated, the outlet water is good and stable in quality, it can be reused without the third level treatment. Due to the high security and economic and effective water, it greatly expands the scope of application of waste water recycling.
II. Technological Process and Features
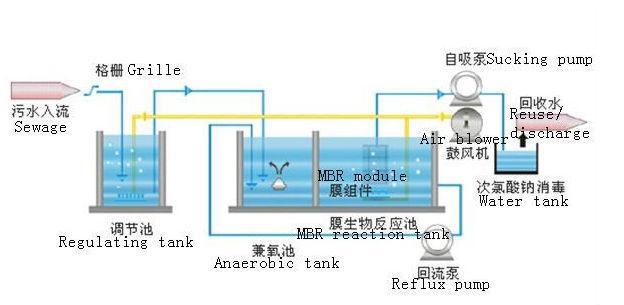
l Technological Process:
Sewage → Grille → Regulating pond → MBR Bioreactor → Discharge(reuse)
1. Temperature: 5℃~45℃, average membrane aperture 0.10 μm.
2. PH: 2~12, membrane thickness: 40μm.
3. Outlet water turbidity: <1 NTU , outlet water SS <1mg/L.
4. Membrane area: 8m2, advised gas-water ratio: 25:1~30:1.
5. Operating pressure: -0.01 ~ -0.03MPa.
l Features:
1. Because of the high-efficiency solid-liquid separation, it can efficiently remove the SS, colloidal material and dead microbe in the sewage, no need sedimentation tank, or filter device, nor other solid-liquid separation device.
2. The MBR can make the biomass in biological treatment unit maintain high concentration, thus highly improve the volume loading. Meanwhile, the high efficient membrane separation can shorten the HRT. The device is with a compact structure and small space occupation.
3. MBR can filter out bacteria, part of the harmful material such as virus, it can obviously save dosing disinfection dosage, greatly improve the quality of the output water and reduce the operating cost and widen the scope of application of water.
4. Due to the strong interception function of MBR, it can keep the microbe in the reactor to avoid the loss of all kinds of microbe groups, which is good for the growth of the bacteria (such as the nitrifying bacteria), at the same time, it can lengthen the residence time of difficult degradable macromolecule organics to improve the decomposition so as to make the metabolic system process smoothly. The system has a strong impact resistance and wide suitability.
5. It can realize the completely separation of HRT and SRT. By the extended aeration, it can consume the organics, it can theoretically achieve the effect of no excess sludge emissions, thus reduce the surplus sludge treatment costs significantly.
6. The unique mode of operation makes the membrane surface no blocking, and the cleaning interval time is long. The way to clean the membrane is easy, since the membrane module can be separately cleaned, thus, the maintenance is convenience and simple.
The module design make the machine flexible, it is easy to expand the volume.
MBR is a kind of new technology for waste water treatment by combining membrane separation technique with activated sludge method. It can be used for municipal sewage and industrial waste water treatment and substitute for secondary sedimentation tank in removing suspended particles, so as to increase nitrogen removal rate and organics degradation rate.
As a waste water treatment system features simple operation, high automation and modular design, it also has below advantages:
*Save 50% occupying area compared with traditional system.
*Relative high MLSS value(<15g/L)and long residue time for sludge(<60days).
*Stable producing water quality for different inlet water.
*Less sludge residue reduces cost for sludge treatment.
*Low energy consumption, simple cleaning and low operation cost.
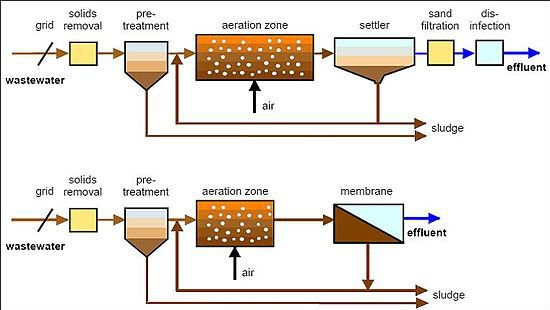
Upper: Traditional Method for Treatment
Below: New MBR Plant Treatment.










 China
China